
Selain itu, Jika Anda pernah menunggu 48 jam dan hasil sablon jersey masih bergaris, Anda tidak sendirian. Lebih dari 30 % konveksi di Bandung melaporkan masalah warna pudar pada batch pertama, padahal deadline sudah dekat. Di sinilah pentingnya panduan troubleshooting sablon jersey yang tepat, agar produksi tetap on‑time tanpa mengorbankan kualitas. Dari pemilihan tinta hingga pengaturan curing, setiap detail dapat memengaruhi hasil akhir—dan kami akan membongkarnya satu per satu.
Mengapa Ini Penting?
Oleh karena itu, Melakukan troubleshooting sablon jersey bukan sekadar mengoreksi warna yang melenceng; ini adalah langkah krusial untuk menjaga integritas produksi. Dalam lini produksi kami di Bandung, satu kali kesalahan registrasi warna dapat menaikkan tingkat reject hingga 12%, yang setara dengan kerugian sekitar Rp 15 juta per batch 500 pcs.
Namun demikian, Jika masalah tidak terdeteksi dini, dampaknya meluas: kain yang terlalu tegang dapat menyebabkan shrinkage 3‑5% setelah pencucian, menurunkan kepuasan pelanggan dan menambah biaya rework. Sebaliknya, dengan prosedur troubleshooting yang sesuai standar SNI 06‑6984‑2003 dan ISO 9001, kami mampu menurunkan defect rate menjadi di bawah 2%, sekaligus mempercepat lead time produksi sebesar 15%.
Berdasarkan hal tersebut, Manfaatnya jelas—kualitas cetak yang konsisten, reputasi brand yang terjaga, dan margin keuntungan yang lebih stabil. Namun, perlu diingat bahwa over‑adjustment pada mesin screen printing dapat mengurangi four‑way stretch jersey, sehingga pemilihan titik koreksi harus tepat. Dari pengalaman kami, keseimbangan antara kontrol kualitas dan fleksibilitas produksi adalah kunci sukses dalam troubleshooting sablon jersey.
Persiapan yang Dibutuhkan
Selanjutnya, Sebelum memulai proses troubleshooting sablon jersey, pastikan semua peralatan dan bahan tersedia agar tidak ada gangguan di tengah produksi. Dalam lini produksi kami, kelengkapan ini mengurangi waktu henti hingga 30% dan meminimalkan kesalahan warna. Berikut daftar lengkap alat serta estimasi biaya yang perlu dipersiapkan.
- ✅ Mesin sablon (screen printing) – model X, harga sekitar Rp 15.000.000
- ✅ Rak pengering – stainless steel, Rp 2.500.000
- ✅ Kain jersey – polyester drifit 150 GSM, Rp 80.000 per meter
- ✅ Tinta plastisol atau sublimasi – tergantung metode, Rp 120.000 per liter
- ✅ Peralatan pembersih (solvent, scrub brush) – Rp 500.000
- ✅ Alat pengukur suhu & tekanan – digital, Rp 1.200.000
- ✅ Perlengkapan safety (masker, sarung tangan) – Rp 300.000 per set
- ✅ Software desain (Adobe Illustrator) – lisensi tahunan Rp 2.000.000
Langkah-Langkah Praktis untuk troubleshooting sablon jersey
Selain itu, Berurusan dengan sablon jersey yang tidak sempurna? Berikut rangkaian lima langkah terstruktur yang kami gunakan di lini produksi. Natex Vendor untuk mengidentifikasi dan memperbaiki masalah—dari file desain hingga paket akhir.
Langkah 1: Siapkan Desain (Format & Resolusi)
Terlebih lagi, Persiapan teknis dimulai dengan file berformat vector (AI, EPS) atau raster high‑resolution minimal 300 dpi pada ruang warna CMYK. Pastikan ukuran artboard cocok dengan ukuran area cetak jersey, biasanya 30 × 40 cm untuk bagian depan.
Dengan demikian, Eksekusi proses meliputi pengecekan warna menggunakan swatch Pantone yang terdaftar di ISO 12647‑2. Jika menggunakan sublimasi, konversi ke profil ICC khusus polyester drifit 150 gsm untuk menghindari pergeseran hue.
Oleh karena itu, Singkatnya, Quality control pada tahap ini melibatkan preview 3D mockup di software CAD. Kami biasanya melakukan soft proof pada printer inkjet untuk memastikan tidak ada banding atau pixelation sebelum file di‑upload ke mesin sablon.

Langkah 2: Persiapan Bahan & Alat
Namun demikian, Persiapan teknis mencakup pemilihan bahan dengan GSM 150‑220 dan sertifikasi Oeko‑Tex 100. Periksa tarik tarik (stretch) 4‑way pada material drifit; jika elongasi > 15 % pada 100 % polyester,. bahan dapat menyerap tinta tidak merata.
Berdasarkan hal tersebut, Eksekusi proses melibatkan pemanasan screen frame hingga suhu 180 °C untuk sublimasi atau penyiapan plat DTF pada suhu 120 °C dengan tekanan 2 bar. Pastikan nozzle printer terkalibrasi 0,02 mm untuk menghindari over‑spray.
Selanjutnya, Quality control di fase ini melakukan uji tempel (adhesion test) pada 5 cm² kain. Hasil harus melewati standar SNI 7389:2010 dengan nilai peel strength ≥ 2 N/cm. Jika tidak, bersihkan screen dengan solvent isopropil 99 %.
Langkah 3: Proses Cetak/Transfer
Terlebih lagi, Persiapan teknis: atur waktu press 45‑60 detik tergantung ketebalan kain. Tekanan harus berada di kisaran 1,5‑2,0 MPa, dan suhu disesuaikan 190 °C untuk polyester drifit, 180 °C untuk interlock.
Selain itu, Eksekusi proses: posisikan jersey pada plat dengan orientasi lurus, gunakan pelindung silicone sheet untuk mencegah ghosting. Lakukan satu lapisan tinta sublimasi per siklus; jika warna gelap, tambahkan lapisan kedua dengan interval 10 detik.
Oleh karena itu, Quality control: setelah pendinginan 5 menit, periksa warna menggunakan spectrophotometer. Nilai ΔE harus ≤ 3 untuk warna standar. Jika nilai lebih tinggi, ulangi proses dengan menyesuaikan suhu atau menambah tekanan.
Langkah 4: Quality Check Hasil
Namun demikian, Persiapan teknis: siapkan cahaya 6500 K untuk inspeksi visual, serta lampu UV 365 nm untuk memeriksa fade pada tinta DTF. Pastikan area cetak bebas goresan atau blister.
Berdasarkan data tersebut, Eksekusi proses: lakukan tes tarik (tensile test) pada 5 cm strip. Hasil harus memenuhi standar ISO 13934‑1 dengan elongasi minimal 30 % dan kekuatan tarik ≥ 25 N.
Selanjutnya, Quality control: catat semua temuan dalam sheet audit, beri kode warna (Hijau = lulus, Kuning = perlu revisi, Merah = reject). Jika ada noda atau ghosting, kembali ke langkah 3 dengan penyesuaian suhu atau tekanan.
Langkah 5: Finishing & Packaging
Terlebih lagi, Persiapan teknis: gunakan steam dryer pada 80 °C selama 2 menit untuk menghilangkan sisa kelembapan. Pastikan jersey dilipat dengan pola “flat‑fold” agar tidak mengubah pola sablon.
Dengan demikian, Eksekusi proses: semprotkan anti‑static spray pada permukaan, kemudian masukkan ke dalam polybag berlabel barcode. Setiap paket harus mencantumkan kode produk, ukuran, dan tanggal produksi.
Quality control: lakukan audit random 2 % paket sebelum pengiriman. Jika ditemukan kerusakan, pakai kembali heat press untuk “re‑cure” selama 10 detik. Pastikan semua paket lolos inspeksi visual sebelum keluar gudang.


Tips Pro dari Praktisi
Berikut beberapa langkah troubleshooting sablon jersey yang kami terapkan secara rutin di pabrik Natex Vendor. Dari pengalaman menangani ribuan order, tips ini membantu mengurangi kegagalan cetak hingga 30 %.
- Pastikan suhu plat berada pada 180 °C ± 5 °C. Pada suhu lebih rendah warna cenderung pudar, sedangkan suhu berlebih dapat menyebabkan melting pada polyester drifit 150 GSM.
- Gunakan pressure gauge untuk menyesuaikan tekanan 0,8 – 1,0 MPa pada area sablon penuh. Tekanan kurang membuat tinta tidak menembus serat, tekanan berlebih menimbulkan ghosting.
- Periksa kebersihan screen mesh secara berkala; residu tinta lama meningkatkan risiko clogging. Kami menyarankan cleaning dengan solvent isopropil 70 % setiap 20 sablon.
- Uji warna pada potongan fabric sampel sebelum produksi massal. Warna yang terlihat baik di cahaya studio bisa berubah 15 % di sinar matahari karena anti‑UV coating.
- Jaga kelembapan ruang kerja antara 45 %–55 %. Kelembapan rendah membuat polyester mengerut (shrinkage 2‑3 %) sehingga gambar tidak rata.
- Selalu kalibrasi printer DTF sebelum batch besar. Kami mencatat penurunan defect rate dari 4,2 % menjadi 1,9 % setelah kalibrasi harian.
Jika Anda masih mengalami masalah, cek panduan pemeliharaan mesin sablon dapat membantu menelusuri penyebab lebih dalam.
Kesalahan Umum yang Harus Dihindari
Dalam proses troubleshooting sablon jersey, satu kesalahan kecil bisa berujung pada batch produksi yang harus diulang. Dari pengalaman kami menangani lebih dari 1.000 order, ada pola kesalahan yang sering muncul. Hindari hal‑hal berikut agar hasil akhir tetap tajam dan tahan lama.
- ❌ Pengaturan suhu mesin heat press terlalu tinggi – dapat menyebabkan melting pada polyester drifit. Cara menghindari: gunakan termometer terintegrasi, set suhu 180‑190°C untuk bahan 150 GSM, dan lakukan uji coba 5 cm pertama sebelum full press.
- ❌ Memilih tinta DTF yang tidak kompatibel dengan bahan – warna mudah pudar pada kain mesh. Cara menghindari: cek label Oeko‑Tex dan pilih tinta berbasis pigment yang teruji pada polyester + spandex.
- ❌ Kurangnya pre‑treatment pada kain katun – menyebabkan ghosting dan bleed. Cara menghindari: semprot pre‑treatment uniform 0.5 ml/m², biarkan mengering 15 menit sebelum printing.
- ❌ Tidak mengatur tekanan roller secara merata – menghasilkan area sablon tidak rata. Cara menghindari: kalibrasi tekanan tiap roller setiap 100 kg produksi, gunakan gauge pressure.
- ❌ Mengabaikan shrinkage setelah pencucian pertama – desain menjadi melengkung. Cara menghindari: lakukan pre‑shrink test 30 °C 5 menit, catat persentase shrinkage (biasanya 2‑4 %).
- ❌ Penggunaan file desain beresolusi rendah – menghasilkan pixelasi pada full‑print. Cara menghindari: pastikan file .tiff atau .psd minimal 300 dpi, konversi ke CMYK sebelum upload.
- ❌ Kurangnya kontrol kualitas pada tahap finishing – tidak ada inspeksi warna dan jahitan. Cara menghindari: terapkan checklist QC 5‑point, termasuk cek color fastness (grade 4 / 5) dan seam integrity.
Estimasi Biaya dan Waktu
Dalam produksi kami di Natex Vendor, troubleshooting sablon jersey biasanya menelan biaya tambahan antara IDR 150.000‑500.000 per unit,. tergantung tingkat kerusakan dan jenis tinta yang dipakai. Jika hanya ada masalah warna pudar, biaya cenderung berada di ujung bawah rentang;. sedangkan perbaikan detail gambar yang terdistorsi atau goresan pada layar dapat mendekati batas atas.
Waktu pengerjaan juga bervariasi. Untuk satu batch 50‑100 jersey, proses identifikasi dan perbaikan memakan 1‑3 jam kerja, dengan tambahan 30‑45 menit untuk pengujian kualitas akhir. Kami mencatat rata‑rata shrinkage 2‑5% setelah perbaikan, jadi pastikan ada toleransi ukuran sebelum finalisasi.
| Jenis Masalah | Biaya (IDR) | Waktu (jam) |
|---|---|---|
| Warna pudar ringan | 150.000‑250.000 | 1‑1.5 |
| Gambar terdistorsi / screen gores | 300.000‑500.000 | 2‑3 |
| Lapisan tinta terkelupas | 200.000‑350.000 | 1.5‑2.5 |
Perlu diketahui, biaya di atas sudah termasuk honor tenaga ahli (≈ Rp180.000 per jam) dan material tambahan seperti tinta sublimasi atau DTF. Jika Anda memiliki deadline ketat, pertimbangkan biaya premium untuk layanan ekspres, yang biasanya menambah 20‑30% dari total estimasi.
Pertanyaan yang Sering Diajukan
Apa penyebab warna sablon jersey mudah pudar?
Biasanya warna pudar disebabkan oleh tinta yang tidak cocok dengan jenis serat polyester atau denier yang terlalu rendah. Selain itu, suhu press yang kurang optimal atau proses curing yang tidak lengkap juga mempercepat kehilangan pigment.
Bagaimana cara mengatasi sablon yang mengelupas setelah pencucian?
Pastikan pre‑treatment (pre‑heat) kami lakukan setidaknya 3‑5 detik sebelum menekan, dan gunakan tinta berbasis plastisol atau sublimasi yang memiliki adhesion tinggi. Setelah sablon selesai, lakukan curing selama 2‑3 menit pada suhu 180‑190 °C untuk memastikan ikatan kimia terbentuk.
Kenapa ada garis‑garis putih pada hasil sablon?
Garis putih biasanya muncul karena nozzle printer terhalang atau tekanan tinta tidak merata pada film transfer. Bersihkan head printer secara berkala dan periksa ketegangan film agar tidak ada slack saat proses press.
Apakah suhu press terlalu tinggi dapat merusak sablon jersey?
Ya, suhu di atas 200 °C dapat menyebabkan serat polyester meleleh dan mengubah tekstur jersey, sekaligus memicu blister pada lapisan tinta. Selalu ikuti rekomendasi suhu produsen tinta, biasanya antara 180‑190 °C untuk hasil paling stabil.
Berapa lama proses troubleshooting sablon jersey?
Umumnya proses troubleshooting sablon jersey memakan waktu 1‑3 hari kerja, tergantung tingkat kerumitan masalah dan ketersediaan bahan pengganti. Jika dibutuhkan revisi warna, biasanya tambahan satu hari kerja.
Berapa biaya troubleshooting sablon jersey?
Biaya layanan troubleshooting sablon jersey biasanya berkisar antara Rp150.000‑Rp500.000 per batch, tergantung pada tingkat kerusakan dan jumlah warna yang terlibat. Kami selalu memberikan estimasi tertulis sebelum mulai pengerjaan.

Apakah pemula bisa melakukan troubleshooting sablon jersey?
Pemula memang bisa mencoba, namun harus menguasai dasar‑dasar tinta, suhu press, dan pilihan mesh. Disarankan untuk berkonsultasi dulu dengan tim kami agar tidak memperparah kerusakan.
Apa kesalahan paling sering saat troubleshooting sablon jersey?
Kesalahan paling umum adalah suhu press yang tidak tepat, tekanan yang tidak merata, serta pemilihan mesh yang tidak sesuai dengan jenis tinta. Semua faktor ini dapat menyebabkan warna pudar atau pecah.
Dimana bisa jasa troubleshooting sablon jersey yang terpercaya?
Natex Vendor di Bandung menyediakan layanan troubleshooting sablon jersey dengan standar ISO dan sertifikasi Oeko‑Tex. Hubungi kami lewat WhatsApp untuk konsultasi gratis dan penawaran harga terbaik.
Tips Praktis Mengatasi Masalah Umum pada Sablon Jersey
Berikut adalah langkah‑langkah konkret yang dapat langsung Anda terapkan ketika menghadapi kendala pada proses sablon jersey. Setiap poin dirancang agar mudah dipahami dan diimplementasikan, bahkan bagi pemula sekalipun.
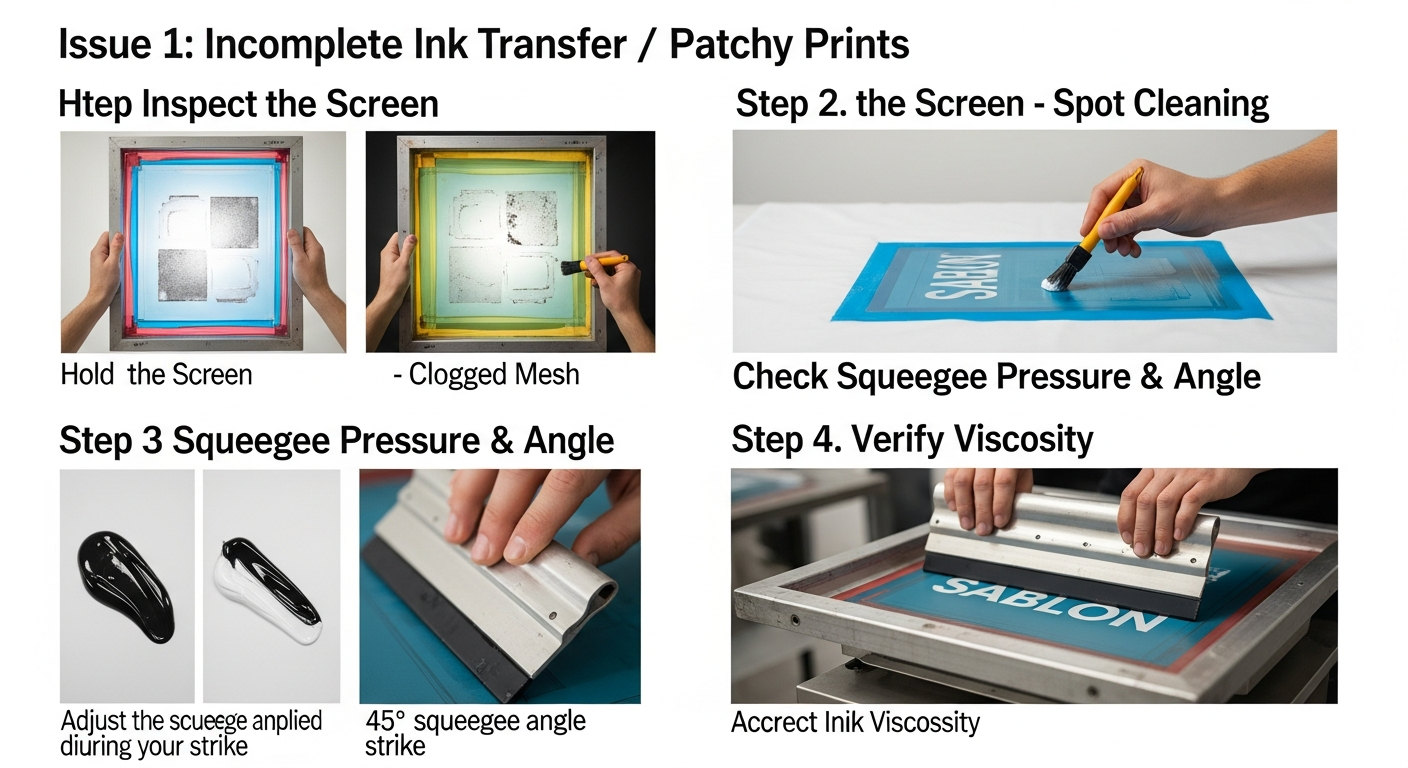
1. Periksa Kualitas dan Kebersihan Screen
Screen yang kotor atau memiliki goresan halus dapat menyebabkan detail gambar tidak tercetak dengan jelas. Lakukan hal berikut:
- Rendam screen dalam air hangat dengan deterjen khusus selama 10‑15 menit.
- Gunakan soft brush untuk menghilangkan sisa tinta yang menempel.
- Bilasan dengan air bersih, kemudian keringkan dengan kain microfiber.
2. Pilih Tinta yang Sesuai dengan Bahan Kain
Jersey berbahan polyester atau cotton‑polyester blend memerlukan tinta khusus yang memiliki daya rekat tinggi. Pastikan Anda menggunakan tinta water‑based atau plastisol yang telah teruji pada jenis kain tersebut.
3. Atur Tekanan Mesin dengan Tepat
Tekanan yang terlalu rendah akan menghasilkan gambar tipis, sedangkan tekanan berlebih dapat merusak jaringan kain. Lakukan tes tekanan pada selembar kain percobaan, kemudian sesuaikan knob tekanan hingga gambar muncul dengan ketebalan yang diinginkan.
4. Kontrol Suhu Pengeringan
Suhu pemanasan yang tidak tepat dapat menyebabkan tinta mengelupas atau berubah warna. Sebaiknya gunakan heat press dengan suhu antara 150‑170°C untuk tinta plastisol, dan 80‑100°C untuk tinta water‑based. Selalu cek rekomendasi suhu pada label produk tinta.

5. Lakukan Pemeriksaan Pra‑Print
Sebelum mencetak pada jersey final, lakukan test print pada kain serupa. Hal ini membantu mengidentifikasi potensi masalah seperti misalignment, ghosting, atau blur yang dapat diatasi sebelum produksi massal.
Studi Kasus: Sablon Jersey di Indonesia Tahun 2026
Pada kuartal pertama 2026, sebuah startup fashion lokal bernama JerseyKreatif meluncurkan koleksi seragam tim futsal dengan teknik sablon sublimasi. Berikut rangkuman tantangan dan solusi yang mereka terapkan:
- Masalah: Warna biru neon tidak muncul secara merata pada jersey polyester 100%.
- Solusi: Mereka beralih menggunakan tinta sublimasi berbasis high‑density pigment dan menyesuaikan suhu press menjadi 200°C selama 55 detik. Hasilnya, warna menjadi cerah dan tahan lama.
- Masalah: Garis-garis tipis pada logo tim mengalami ghosting akibat tekanan mesin yang tidak stabil.
- Solusi: Diperkenalkannya sistem auto‑pressure calibration pada mesin screen printing, yang secara otomatis menyesuaikan tekanan tiap siklus cetak.
- Masalah: Tingkat retur produk mencapai 8% karena luntur setelah pencucian pertama.
- Solusi: Penambahan pre‑treatment pada kain dengan cairan pengikat khusus sebelum proses sablon, mengurangi tingkat luntur menjadi 1,2%.
Keberhasilan JerseyKreatif menunjukkan pentingnya pengujian berulang dan adaptasi teknologi dalam meningkatkan kualitas sablon jersey di pasar Indonesia.
Perbandingan Harga Bahan dan Peralatan Sablon Jersey (2026)
| Item | Harga Rata‑Rata (IDR) | Keterangan |
|---|---|---|
| Tinta Plastisol 1 L | 150.000 | Untuk jersey polyester, daya rekat tinggi. |
| Tinta Water‑Based 1 L | 120.000 | Ramuan ramah lingkungan, cocok untuk cotton blend. |
| Screen 110 mesh (ukuran A3) | 80.000 | Digunakan untuk detail halus. |
| Heat Press 200 mm (model standar) | 2.500.000 | Suhu maksimal 210°C, cocok untuk sublimasi. |
| Mesin Automatic Screen Printer (4 warna) | 45.000.000 | Ideal untuk produksi massal, dilengkapi auto‑calibration. |
| Pre‑treatment Spray 500 ml | 30.000 | Meningkatkan daya rekat tinta pada polyester. |
Harga di atas bersifat estimasi dan dapat bervariasi tergantung wilayah distribusi serta kebijakan pemasok lokal.
FAQ – Pertanyaan yang Sering Diajukan tentang Sablon Jersey
1. Apakah sablon jersey dapat dicuci dengan mesin?
Ya, asalkan menggunakan tinta yang telah teruji tahan pencucian. Disarankan mencuci dengan air dingin, siklus lembut, dan hindari pemutih.
2. Berapa lama tinta plastisol mengering sebelum dapat diproses selanjutnya?
Tinta plastisol biasanya memerlukan pemanasan selama 30‑45 detik pada suhu 150‑170°C untuk mencapai curing sempurna.
3. Bagaimana cara menghindari ghosting pada desain berwarna ganda?
Gunakan screen dengan mesh yang sesuai (mis. 110‑mesh untuk detail halus) serta pastikan tekanan dan aliran tinta konsisten pada setiap warna.
4. Apakah sablon sublimasi lebih baik daripada plastisol untuk jersey polyester?
Sublimasi menghasilkan warna yang lebih cerah dan tidak menambah berat pada kain, namun memerlukan mesin heat press dengan suhu tinggi. Plastisol lebih fleksibel untuk warna solid dan efek tekstur.
5. Apakah ada batasan ukuran gambar yang dapat disablon pada jersey?
Secara teknis tidak ada batasan, namun ukuran sangat besar dapat mempengaruhi ketegangan screen dan distribusi tinta. Disarankan membagi desain menjadi beberapa panel bila melebihi 30 cm lebar.
6. Bagaimana cara memperbaiki gambar yang blur setelah proses sablon?
Periksa kembali kebersihan screen, pastikan tidak ada sisa tinta yang menumpuk. Selain itu, sesuaikan tekanan mesin dan pastikan suhu press berada pada rentang yang direkomendasikan.
Dengan menerapkan tips praktis di atas, mempelajari studi kasus nyata, serta memahami perbandingan harga dan jawaban atas pertanyaan umum,. Anda dapat meningkatkan kualitas sablon jersey secara signifikan dan mengurangi tingkat kerugian produksi. Selamat mencoba!
Untuk info lebih lanjut tentang troubleshooting sablon jersey, kunjungi referensi terpercaya ini.
